
We have had our Desktop Metal Studio printer for a couple of years now. The first year was, frankly, at bit trying at times. There were quite few glitches. However, the steady effort by their support team (with some behind the scenes re-engineering) has really paid off and we are feeling increasingly confident that we can reliably use it for part production for both campus projects and our local company partners.
We recently upgraded to Studio II. If you are not familiar with the difference, Studio I was a 3 step process. The part was printed and then went through a debinding step which was a chemical wash using 1,2-dichloroethylene (standard industrial degreaser). I assume there are some additional additives, like surfactants, but material data sheets aren’t what they used to be. The third step is the sintering step. For small parts, the debinding step would take 24-48 hours and go through about $100 of the debinding fluid. The sintering step was another 40-48 hours.
With the Studio II upgrade, the chemical debind step is skipped and the binding agent(s) are removed thermally in the sintering oven. This is generally an improvement because it saves the cost of the debind fluid. It does go through more of the purge gas used in the sintering over, though. The total cycle time is about the same because it takes 48 hours or so to go through the thermal debind process before it can ramp up to sintering temperature. It’s still much more convenient because you can essentially hit the button and walk away until the whole process is complete. Not that some of the materials (like copper) do still require the chemical debind step so we aren’t throwing our debinder yet.
Switching from Studio I to Studio II required upgrades to the printer and the furnace. the Studio II materials have to be printed in a heated build chamber. Apparently, the system was always set up to do that and they should have just been able to enable it. Turned out to be a little more complicated than that ….. Anyway, it seems likely that they were planning this switch all along. I won’t speculate as to why they didn’t do this from the beginning other than to say that the Studio II came out suspiciously close to when Stratasys’ patent for heated build chambers lapsed. I’m sure that was completely a coincidence.
We had been running a lot of 17-4PH Stainless using Studio I with good success. The first two materials we tried with Studio II were copper and 316L Stainless (pictured below). What we found was that we could print even complicated shapes like these lattices more reliably with the Studio II. We were able to get this part to print in Studio I 17-4PH, but only 1 out of 3 attempts survived.
We were attracted to the DM system from the beginning because it has a lot of the of benefits of our Stratasys FDM polymer printers relative to laser sintering. Much lower cost, no hazardous powders to deal with and it’s very easy to switch between different materials. We’ve been able to get useful parts out of it since we got it and it’s reliability and ease of use have increased markedly in the last year. Like with everything in 3D printing it is not the solution, but it is a very useful solution for a lot of practical problems.
Keep On Printing!
Dan
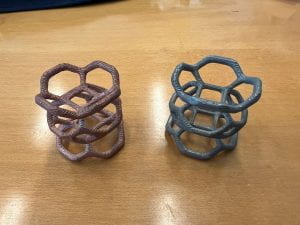
Copper and 316L lattices printed using the Desktop Metal Studio II printer.